


准备好领略直缝管直缝钢管优质工艺产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:直缝管直缝钢管优质工艺的图文介绍
钢兴钢管 有限公司坐落在风化店乡后枣园工业区,本公司是一家提供 河北邯郸输送流体管的专业供应商及生产商,在市场竞争强烈的今天,公司本着一切以客户所需,提供更方便、更快捷、更有效的服务建立了完善的售后服务体系,拥有一支专业技术精湛、经验丰富的团队,为客户提供365天,全天候服务。多年来的励精图治,使我公司赢得了广大客户的一致好评。我们将诚实守信,追求卓越的经营理念,竭诚为客户提供优良的产品和服务。



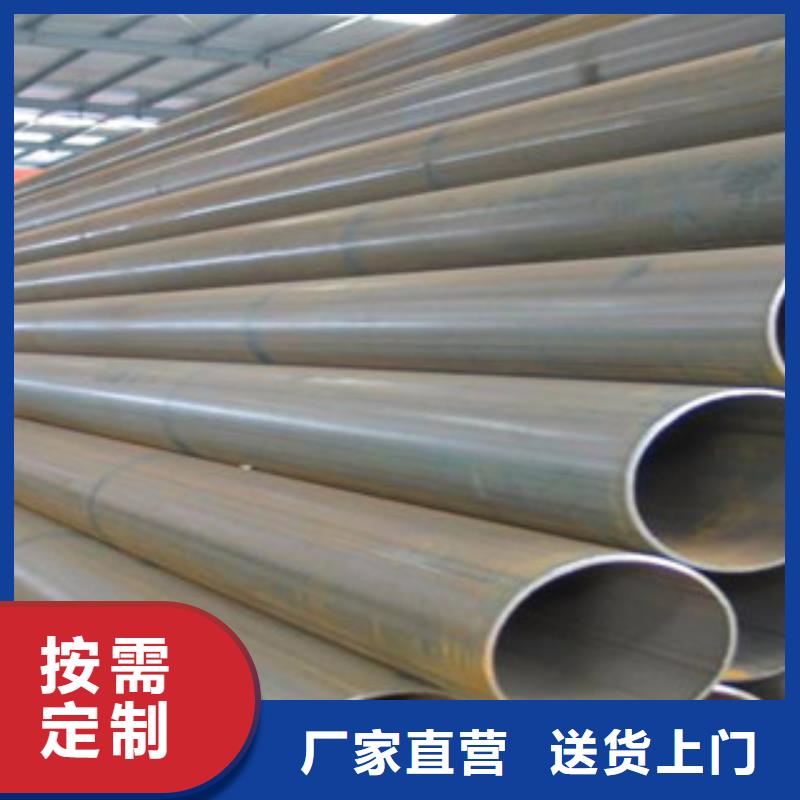
直缝焊管是一种笼统得叫法,凡是用钢带生产,在高频焊接设备直缝;直缝焊管;焊接的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。 其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)。而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送, 在焊接完毕后比普通焊管多加以一道水压测试,故而低压流体管比普通直缝焊管价格一般高出一点(按现在的市场价来说,大概高出80元左右)例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在3950每吨。而普通直缝焊管在3880左右。



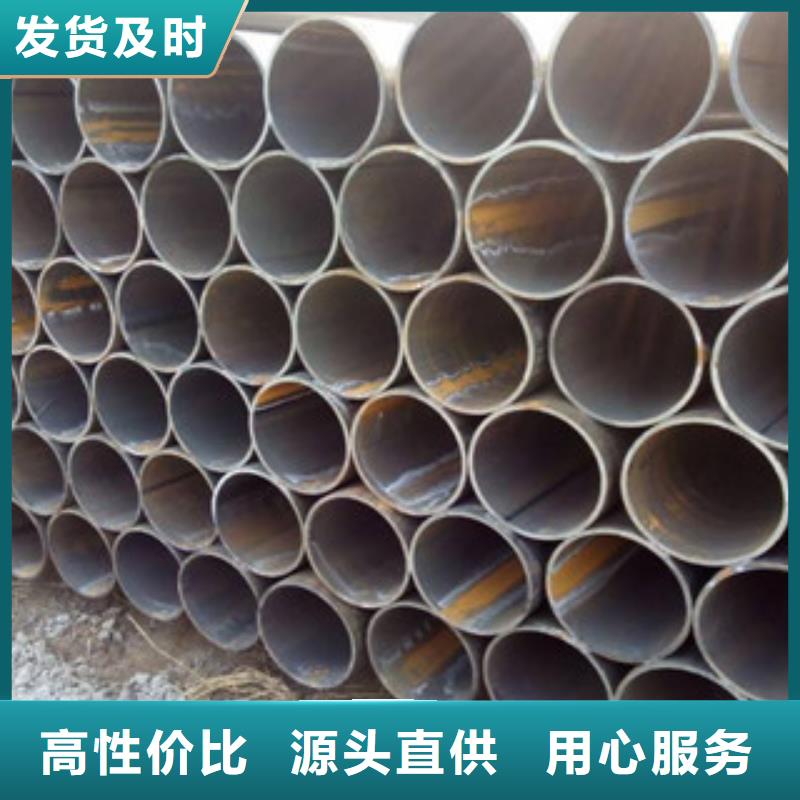
焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。


直缝焊管阶段成型法:阶段成型法是纵向由一系列成对孔型辊组成的成型法。它还可以按管坯横向成型特点分类和按管坯纵向成型特点分类。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。


